The setpoint for “proper” air velocity in cleanroom systems is documented in standards and regulations as 0.45 meters per second, plus or minus 20%.
SIMPLE Algorithm
The Semi-Implicit Method for Pressure Linked Equations (SIMPLE) algorithm is a widely used algorithm for solving the Navier–Stokes equations for incompressible flows.
The algorithm consists of the following steps:
- Initialization: The pressure and velocity are initialized on a coarse mesh.
- Pressure calculation: The pressure is calculated using the pressure Poisson equation.
- Pressure correction: The corrected pressure is updated using the continuity equation.
- Velocity correction: The velocity is updated using the corrected pressure and the Navier–Stokes equations.
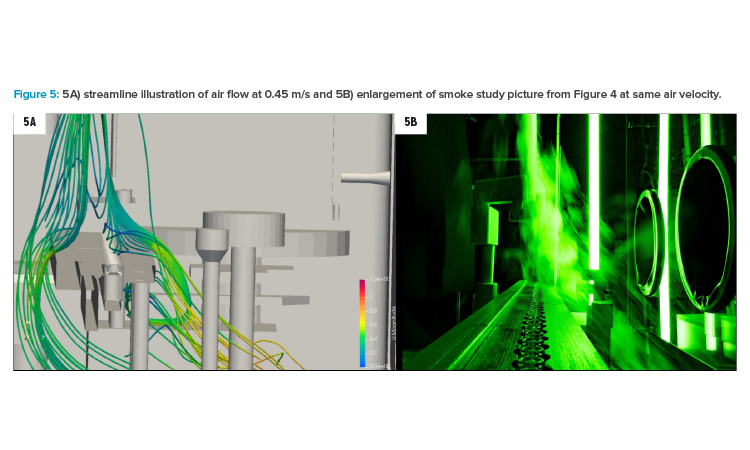
- Convergence check: The error is calculated and compared to a specified tolerance level. If the tolerance level is reached, the algorithm stops. Otherwise, the algorithm proceeds to step 2. Visualization of flow velocity, turbulent kinetic energy, and streamlines use Paraview 5.11.0.
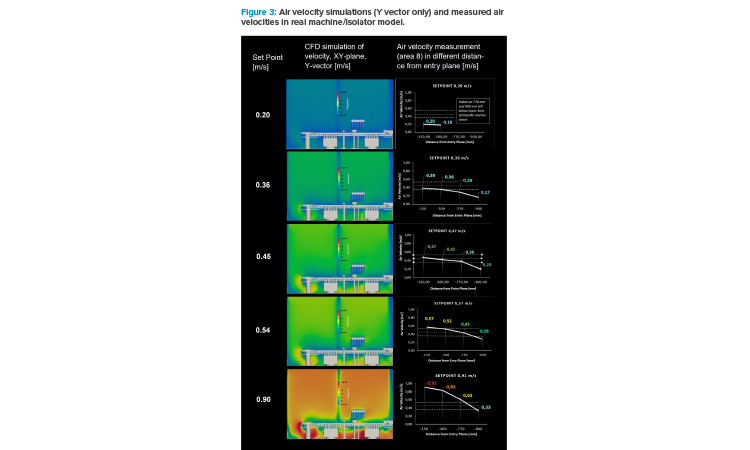
Two velocity components, Umag and Uy, are visualized using the slice function to cut through the domain and show the velocity distribution on a 2D plane. In the simulation, 13 different air speeds were computed (0.1 m/s to 1.0 m/s in steps of 0.1 m/s; plus 0.36 m/s, 0.45 m/s, and 0.54 m/s), from which five were shown in this article: 0.20 m/s, 0.36 m/s, 0.45 m/s, 0.54 m/s and 0.90 m/s.
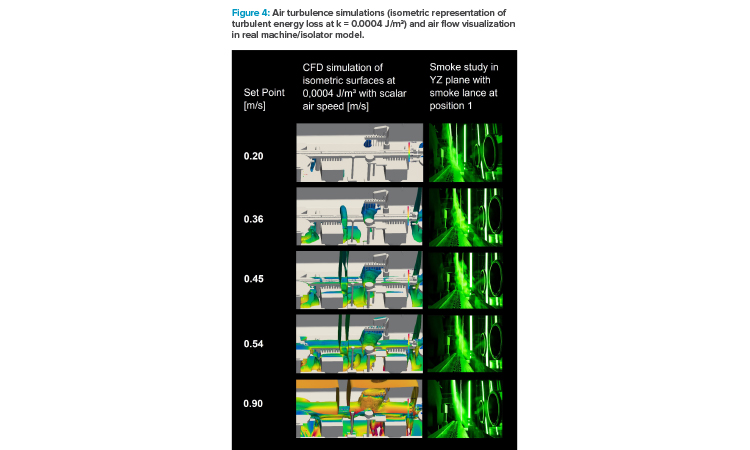
The turbulent volume-specific energy k (as a representative for turbulence) is visualized by isometric projection with k = ½ × (u’)2 = 0.0004 J/m3. This value was chosen to display turbulence effects over the complete range of air velocities: from 0.2 m/s up to 0.9 m/s. The variable u’ represents the average scalar velocity.
Air Velocity Measurement
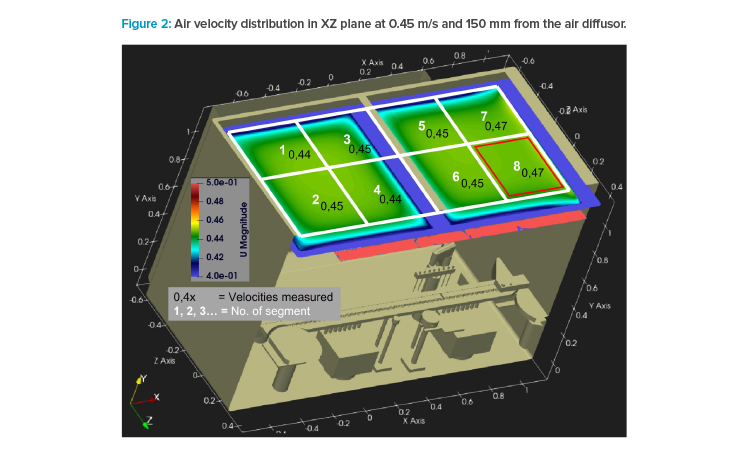
All air velocity measurements were performed with a calibrated impeller anemometer (model Testo 480) equipped with a 100-mm-diameter wheel. This wheel was placed in a horizontal position to measure the Y vector only. The sterile air diffuser in the test isolator was segmented into eight areas. To show the air distribution for each adjusted air velocity in XZ area (horizontally), the wheel was positioned in the center of these eight areas, 150 mm below the sterile air diffuser (see Figure 2).
For vertical air velocity mapping, the anemometer was placed in the center of area 8, which was located to the right (outfeed) of the fill core at four different levels: 150 mm from entry plane, 300 mm from entry plane (both in the ISO range), 20 mm above 10R vial opening (which is 900 mm from entry plane), and 200 mm above vial opening (which is at the height of the fill needle bar in “at rest” position—or 770 mm from entry plane). Vertical air velocity measurement could not be performed at area 6 (fill needle bar area) due to interfering contours or at area 5 (area with static hot-wire anemometer) due to accessibility.
For air velocity measurements and the smoke study, the set of variations was limited on the high-speed side due to the fan power maximum (0.91 m/s at area 8) and was limited on the low-speed sector due to the lower sensitivity limits of the impeller anemometer. It was decided to take 0.2 m/s as the lowest air velocity, where the anemometer still worked precisely. As a result, a set of five speeds was applied: 0.2 m/s, 0.36 m/s, 0.45 m/s, 0.54 m/s, and 0.91 m/s.
Air Flow Visualization Studies
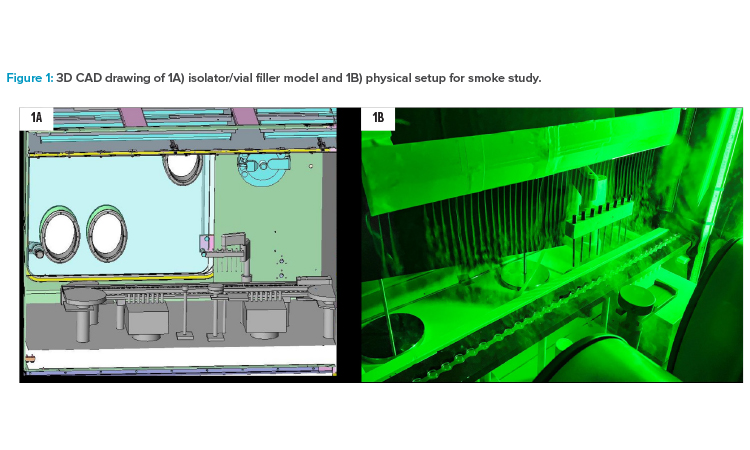
For air flow visualization, a smoke generator (type Antari MB-1) with Safex fogging fluid Extra Clean F&D (art. no. 20302005) was used together with a 20-liter aerosol buffer and a distribution lance of Syntegon-owned wing design. The smoke was transported by compressed air to the nozzles of the lance. The air pressure was adjusted to the air speed inside the isolator by maximizing the length of the smoke filaments.
The pictures were taken with long shutter times (1/10 to 1/25 of a second) to catch the flow of smoke and direction. Limits at high air speeds came from low smoke density—higher air flow volumes in the isolator correspond to higher dilution factors. The aerosol concentration in the “smoke filaments” could not be increased further because condensation occurred and blocked the filament nozzles.
The illumination was provided from the opposite side of the camera position by a green LED light tube. For optimizing the photographic situation (i.e., maximizing the contrast of smoke against background), dark panels were used, which were optimized to not have a significant effect on the air flow (i.e., by shielding air flow from return air duct openings).
Results
In the simulation, the air speed distribution at height level according to Annex B.2 of ISO 14644-3 was computed 150 mm below the textile air diffuser. The result of homogeneity for 0.45 m/s (setpoint) is shown in Figure 2—the scale ranges from 0.40 to 0.50 m/s to show even minor differences. The air velocity variations are very small: 0.44 to 0.47 m/s across the isolator area.