By using standard cell lines and media, the expected growth characteristic is efficiently transferred into a mathematical process model. This mathematical model can be combined with design of experiment (DoE) methods, which show great potential for the development of process strategies and media supplementation.
In an intensified DoE method (iDoE), the factors in the planned experiments are changed within each individual experiment, and the model is then used to analyze the results. Due to the complexity of such staged experimental results, the process analysis is enhanced by the model.
In model-based DoE (mbDoE), experiments are planned to properly identify the mathematical model and its parameters. In model-assisted DoE (mDoE), a process-related target (i.e., maximum product concentration) is efficiently optimized using a low number of experiments, and the model assists in the evaluation and recommendation of DoE designs., The use of these mDoE results in typical savings of 40%–80% in the number of experiments, depending on the specific study., ,
For all methods, the available data and the known cellular effects obtained from screening studies or media test experiments can be used as the basis for setting up cause and effect relationships for cell growth, metabolism, and productivity.
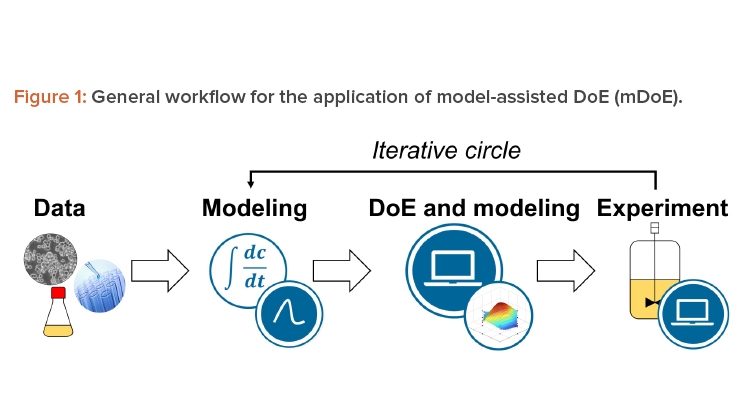
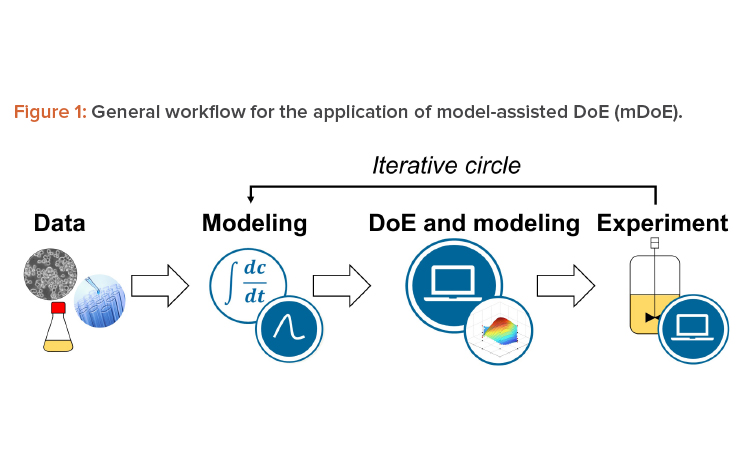
An exemplary workflow for mDoE involves multiple steps (Figure 1)., First, the objective of the study (i.e., maximization of product concentration) should be well defined. Then, the biotechnological system is mathematically modeled based on the identified cause and effect relationships, and an mDoE is planned. Typically, two to four influencing variables are chosen with consideration of the technological constraints present in the production scale. The space for equipment operation is usually well known due to extensive qualification/validation activities, and optimizations are within narrow technology-related borders.
After planning the experiments, they are performed at laboratory/pilot scale, preferably using a scaled-down model of the manufacturing process. If the experimental data are available and the aim of the study is fulfilled, the data are included in the mathematical model, and it is transferred to production, together with the process settings. If the aim is not fulfilled, the data are used to adapt the process understanding in the form of the mathematical model, and new iterative experiments are planned.
By using universally understood principles (i.e., mathematical model), the experimental strategy can be enhanced, which could lead to reduced experimentation (mDoE/iDoE) and/or better factor understanding (mbDoE).