Sensor Health
Many of today’s smart instruments have the ability to self-diagnose and perform instrument self-checks. For example, pressure transmitters can self-diagnose electrical loop integrity and process connection integrity. Smart instruments also often include internal diagnostics. The process instrument parameter verification is a method of “confirming” that a predetermined condition is fulfilled and the instrument meets the intended output based on the manufacturer’s specifications. This differs from a standard calibration check in which the instrument output is verified against a reference standard.
Smart liquid flow instruments also provide other diagnostic information as standard: the tag/P&ID number; hours of operation; manufacturing date and firmware version; internal diagnostics; buildup on, coating of, or corrosion of tubes; maintenance due date; calibration state; name of person who performed the last calibration; date of last calibration; all device I/O registers at that time (a snapshot in time); sensor integrity; and regulatory reports.
For a smart liquid flow meter, onboard verification can provide reliable data to prove it is operating according to its specifications. When a device is equipped with built-in algorithms, all test sections (sensor, front end, reference, and I/O loop) are monitored continuously and are part of the standard device diagnostics. If verification is initiated, the current status of all diagnostics parameters can be read and stored for periodic review.
In the case of a Coriolis mass flow meter, the mechanical stiffness—or rigidity—of Coriolis flow tubes is directly related to the meter’s flow calibration factor. The verification can identify changes, damage, or degradation in the measurement performance of the instrument. This could be especially important in verifying the flow meter’s integrity after process disturbances or upset conditions.
Smart Proximity Sensors
Proximity sensors, or limit switches, have historically been characterized as the antithesis of a “smart” instrument. Proximity sensors are ubiquitous in systems that require valve position feedback, and, historically, they have been simple mechanical devices that rely on an extension of the valve stem to close a contact. However, in recent years, these devices have undergone revolutionary technological developments that have broadly expanded their capabilities while maintaining simplicity in all other aspects.
Control valve stem travel can be characterized as a function of actuator pressure, and the sensing of the valve stem movement is no longer limited to typical noncontact proximity sensor technologies such as those using inductive, capacitive, photoelectric, or ultrasonic principles. With the inclusion of Hall effect and variable differential transformer technology applied to both linear and rotary modes of operation—commonly known as linear variable differential transformers and rotary variable differential transformers, respectively—these once-simple devices are now capable of providing over 30 different parameters, which range from an autoconfiguration of the limit switch tolerances to measuring the current actual valve stem position to a fraction of a millimeter of measurement resolution. Evaluation of these data by a supervisory control and data acquisition or distributed control system—either cyclically or acyclically—can be extremely useful to the system user in determining preventive maintenance requirements and process changes.
Self-Diagnosing and Intelligent RTDs
The most common temperature sensor used in bioprocess applications is the three-wire, platinum-100-ohm RTD instrument, which can also have an integral digital or analog transmitter. These sensors are regularly calibrated to maintain measurement accuracy and process reliability for any unit operation.
Temperature redundancy is sometimes achieved through the use of dual thin-film element RTD instruments. For standard temperature instruments with transmitters, the instrument itself can detect failures and changes from the initial calibrations. This is typically achieved by comparing signals from the two elements, and should the first element fall out of tolerance, the onboard diagnostics are programmed to switch over to the second RTD element as the primary process variable.
In addition, some modern RTD instruments with integral transmitters can perform a live “self-calibration” check. This is accomplished using a physical fixed point known as the Curie point, or Curie temperature, which is the temperature at which the ferromagnetic properties of a material change abruptly. This change in properties can be detected electronically. The sensor uses this value as the reference against which the RTD instrument measurement is compared.
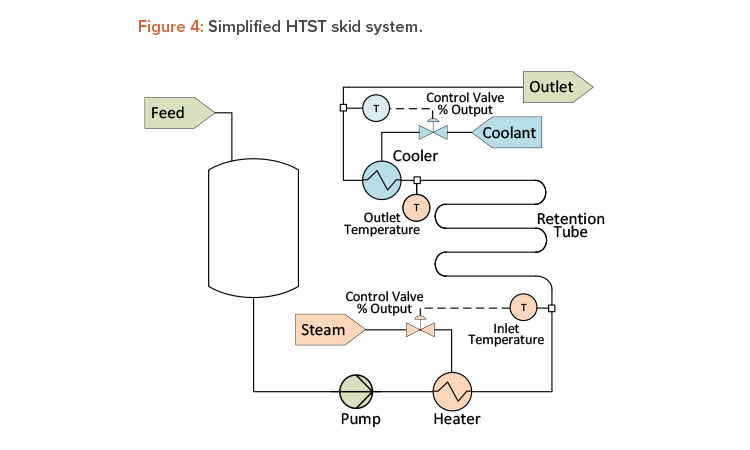
Given that temperature is one of the top three process control parameters used worldwide (along with flow and pressure), it is certainly one parameter that could benefit from the use of these advanced diagnostics provided by “smart instruments.” Examples of ideal applications of smart RTDs with self-calibration check capabilities include steam sterilization of equipment or autoclaves, HTST operations (viral inactivation or pasteurization), lyophilization operations where shelf temperature is a critical parameter, depyrogenation/dry heat ovens, cleaning operations, and steam-in-place operations.
Conclusion
A vast amount of data is available through correlating existing instruments or by accessing the internal data of modern smart instruments, and these data can be used to improve process knowledge, support discrepancy investigations, increase production, minimize risk in critical processes, schedule maintenance cycles, and assess the entire system or simply process instrumentation performance over time.
The practice of using the information available from an instrument for purposes other than its primary parameter of interest has been suggested by others and is not unique to biopharmaceutical manufacturing, as evidenced by the cited references. The data can be accessed by existing control systems and analyzed via asset management systems or processed via data historians and other similar data acquisition tools. Although it takes a deliberate effort to profile these processes, historicize data, and perform comparative calculations, there are clear value propositions to any biopharmaceutical manufacturer, such as real-time sensor health checks and process performance measurement, batch release through discrepancy resolution, predicting equipment or instrument degradation, data-driven maintenance and scheduled downtime, and processes running at maximum availability and stability.
Accessing “hidden” data inherently available in modern process instrumentation helps a facility not only achieve these goals but also improve both overall process knowledge and understanding of unit operations.