It is standard practice in the industry for cleaning validation and equipment validation to embrace the process life-cycle three-stage model (design, qualify, and monitor)., The integration of cleaning process design testing with factory acceptance testing execution and cleaning validation of automated parts washers has been well documented., , Standard performance tests that can be performed during factory acceptance testing include coverage and cleaning tests, which can be leveraged during commissioning and validation of the automated parts washer.
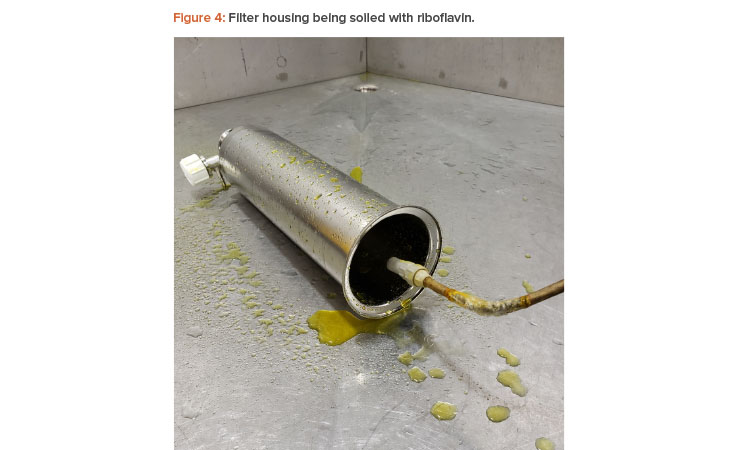
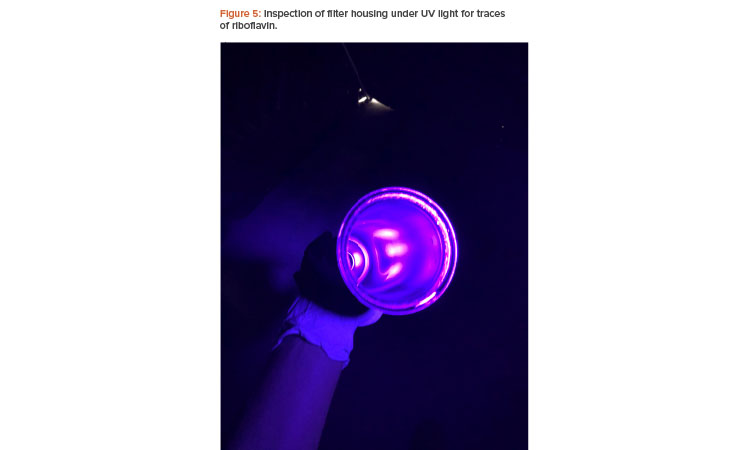
A coverage test uses riboflavin (at approximately 0.2 g/L in water) as the test residue due to its ultraviolet (UV) fluorescence at 385–395 nm and high solubility in water, and UV light as an inspection method. The clean parts are then inspected by various methods, such as conductivity, UV spectroscopy, or total organic carbon (TOC). The main advantage of performing these tests during factory acceptance testing is that the automated parts washer or accessories can be modified at the factory, as opposed to the final location.
Working with or sending process residues to the equipment manufacturer is not always possible or practical. Challenges may include:
- Unavailability of process residue
- Testing restrictions from the manufacturer
- Cost of process residue
- Environmental restrictions
- Health and safety concerns for the operators
- Shipping regulations
- Confidentiality risks
To reduce the time and cost of multiple cleaning validations, a grouping or bracketing exercise can be performed to select the worst-case product, active ingredient, or process residue. Grouping products, such as drugs, and selecting a worst-case product, which is manufactured on the same equipment and cleaned by the same method, is well accepted by US FDA, Health Canada, Pharmaceutical Inspection Convention and Pharmaceutical Inspection Co-operation Scheme (PIC/S), ICH, WHO, and other regulatory agencies., , , , ,
Master Soil Selection
A master soil is a surrogate residue and can be considered to be either a representative process residue or worst-case process residue, depending on the selection criteria. The worst-case soil can vary based on the equipment train or cleaning method used. A worst-case residue is generally selected based on a risk-based approach. Common factors considered include cleanability, solubility, toxicity, and availability. If the worst-case residue is sent to the equipment manufacturer, environmental hazards, operator health and safety, and shipping concerns also need to be considered.
Other factors to consider in master soil selection include the analytical method support, absence of animal-derived material, understanding of the rinse profile, defined soil characteristics, availability, cost, and a visible residue limit (VRL). For example, bovine serum can be easy to attain, low cost, and difficult to clean; however, it is an animal-derived material, is complex, and has an undefined residue. Mineral oil can be difficult to clean, is free of animal-derived material, is simple, and has a defined residue; however, discharging it into a municipal drain may not be acceptable. Refer to Table 1 for a list of possible master soils and factors to consider during master soil selection. The list of proposed master soils is based on literature related to pharmaceutical, biopharmaceutical, and medical device master soil selection and cleaning applications,, , , , as well as the authors’ industry experience. The selection of a master soil within a manufacturing facility may be a long process, but the efforts may be worthwhile due to the resource and cost savings achieved during qualification and validation.
Laboratory Evaluation
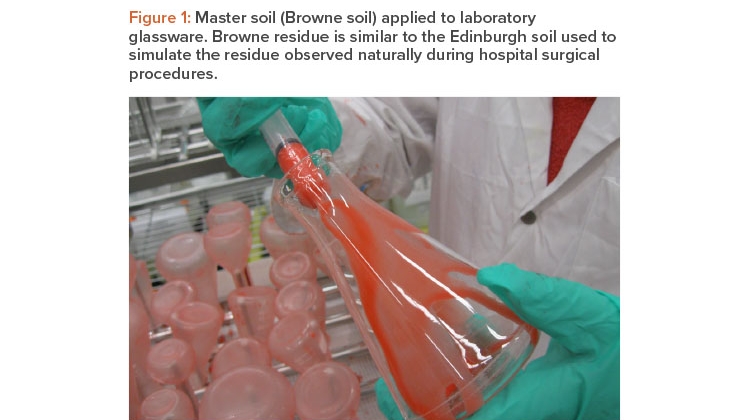
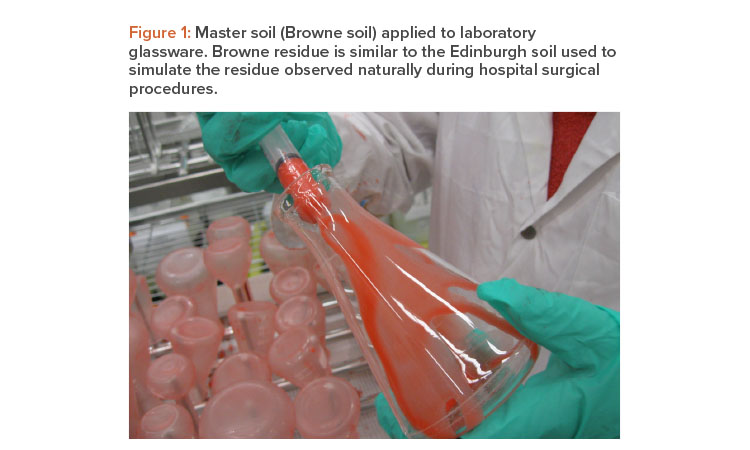
Figure 1 shows the application of a master soil to laboratory glassware. Laboratory testing has been effective at defining critical cleaning parameters for removing process residues,, and it is the best way to develop successful standard operating procedures (SOPs). The following is an example of steps in a laboratory test procedure:
- Weigh dry, clean 304 stainless steel coupons (7.5 × 15 cm) on an analytical balance (±0.1 mg) to obtain the precoating weight.
- Coat coupons coated with 3–5 mL of the sample. The amount of residue per surface area is controlled and recorded; it varies by the application form (dry powder, compressed powder, or slurry).
- Air-dry the samples at ambient temperature.
- Weigh the conditioned coupons on an analytical balance to determine precleaning weight.
- Clean each coupon by agitated immersion, spray wash, or cascading flow.
- Remove each coupon and visually observe it for cleanliness.
- Rinse each side of the coupon with tap water for 10 seconds at a flow rate of 2 L/min.
- Rinse each side of the coupons with deionized water and examine for a water break–free surface.
- Dry coupons and then weigh them on an analytical balance to determine the postcleaning weight.
Cleaning parameters for evaluation include the selection of the cleaning agent, time, temperature, and cleaning agent concentration. These specified cleaning parameters are confirmed with scale-up or field evaluations.
Table 1: Master soil selection and factors to consider during selection. For each factor, the master soils are ranked as low risk (1), medium risk (2), or high risk (3).
| Master Soil |
Availability |
Ease of
Cleaning |
Solubility
in Water (at
25°C) |
Toxicity
(Oral LD50
Rats) |
Complexity
(Defined–
Undefined) |
Environmental
Risks |
Operator
Safety
Risks |
VRL |
| Albumin, bovine |
1 |
3 |
1 |
1 |
3 |
1 |
1 |
1 |
| Aluminum phosphate |
1 |
1 |
2 |
1 |
1 |
2 |
1 |
2 |
| Browne residue |
2 |
3 |
1 |
1 |
3 |
1 |
1 |
2 |
| Egg, chicken |
2 |
3 |
2 |
1 |
3 |
1 |
1 |
1 |
| Hemoglobin |
2 |
3 |
1 |
1 |
2 |
1 |
1 |
1 |
| Ibuprofen |
2 |
1 |
2 |
1 |
1 |
1 |
1 |
2 |
| Lactose |
1 |
2 |
1 |
1 |
2 |
1 |
1 |
1 |
| Magnesium stearate |
1 |
2 |
3 |
1 |
1 |
1 |
1 |
2 |
| Mineral oil (petroleum) |
1 |
2 |
3 |
2 |
1 |
2 |
1 |
1 |
Phosphate-buffered saline
(PBS) |
1 |
1 |
1 |
1 |
2 |
1 |
1 |
3 |
| Sucrose |
1 |
2 |
1 |
1 |
1 |
1 |
1 |
1 |
| Sodium bicarbonate |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
| Cornstarch |
1 |
2 |
2 |
1 |
2 |
1 |
1 |
2 |
| Tryptic soy broth (TSB) |
1 |
2 |
1 |
1 |
3 |
1 |
1 |
2 |