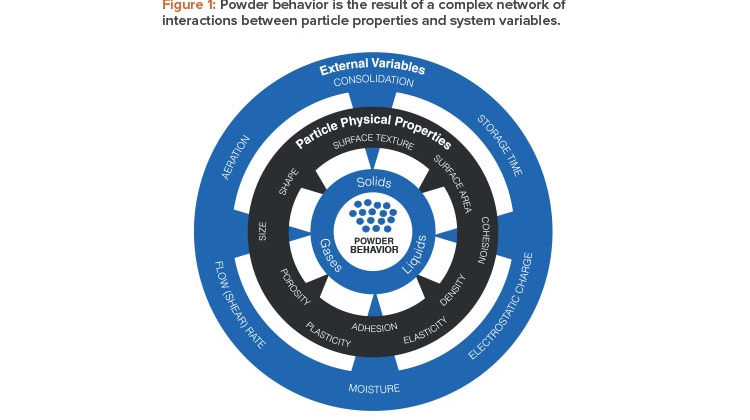
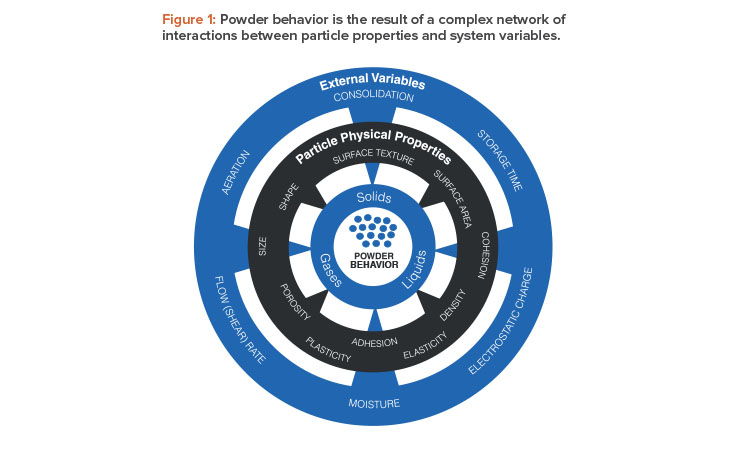
This complexity directly affects powder testing. In particular, manual techniques and techniques that lack a precisely defined methodology or apparatus suffer from poor repeatability and reproducibility, primarily due to the impact of operator-to-operator variability. Because so many variables can impact the outcome of a test, conditions, methods, and apparatus must all be precisely controlled to generate robust data. Furthermore, many powder testing techniques offer minimal facility to control the test environment to produce data relevant to the process of interest—instead, they generate only a single parameter that is meant to reflect the diversity of powder behavior. Relevance and sensitivity are major issues in powder testing. For example, how useful and discriminating are angle of repose data for predicting optimal conditions for a specific formulation in a process as complex as tableting?
Efforts to build a more secure knowledge base for powder processing are crucial but potentially time consuming, and such efforts are carried out against a backdrop of
- intense pressure on research and development’s productivity and time to market,
- significant variability in raw material supply chains, with supplies potentially varying in terms of chemistry (e.g., impurity type and level) and physical properties, and
- complex multistep manufacturing trains, potentially across different locations.
However, significant progress is being made.
Database Benefits
Recently published studies highlight collaborations between academic institutes and major pharmaceutical companies such as GSK, Janssen Pharmaceutica, and AstraZeneca, , to develop extensive material properties databases for pharmaceutical excipients and APIs. Those leading the way in troubleshooting and raw material selection are also increasingly open about the merits of a material properties database–based approach. Whether in-house or shared, comprehensive material properties databases for materials in routine use offer considerable potential to:
- Develop robust process models—this is particularly important for the successful adoption of continuous manufacturing, which relies on establishing process control protocols that respond optimally to variability in-process materials.
- Rationalize the number of characterization techniques routinely applied, which is critical for materials in short supply, such as APIs.
- Support the use of surrogates and analogues to overcome limitations with material availability during process development and effectively identify formulation components for generics.
- More effectively set specifications for commercial supplies to more rigorously assess alternatives and secure a robust supply chain.
- Improve process capability metrics by supporting the identification and elimination of potential sources of variability.
These benefits add up to a compelling case for investing in the development of material properties databases.
Data Analysis Strategies
The first step in establishing a material properties database is to consider what can be measured. The number of techniques available for powder characterization studies is now substantial, as evidenced by the extensive study carried out by Van Snick and associates, which describes the generation of 100 raw materials descriptors for each of 55 different commercially available APIs and excipients. These descriptors include:
- Particle properties—for example, particle size by laser diffraction, particle morphology by static image analysis, and specific surface area by gas adsorption.
- Bulk powder properties, such as bulk and tapped density, permeability and compressibility, true density by gas pycnometer, moisture sorption and desorption by dynamic vapor sorption, and moisture content by loss on drying. Bulk powder flowability is a focus and was tested via a range of techniques, including shear cell analysis, tapped density, flow through an orifice, angle of repose, avalanche angle, and powder rheometry.
Casting a wide analytical net is essential, but rationalization of the resulting data is key when it comes to the practical application of material properties databases. Multivariate data analysis strategies that have been successfully applied include principal component analysis (PCA) and clustering analysis (CA)., ,
PCA combines individual variables into a limited number of components that capture an acceptable level of variability in the original data set. The application of PCA by Van Snick and colleagues identified four distinct components and highlighted flow, cohesion, compressibility, particulate descriptors, permeability, shear descriptors, and water uptake, among other factors, as critical material attributes for the powders tested.
An interesting point to note about PCA is the potential importance of removing multiple highly correlated variables, such as particle size descriptors. Laser diffraction produces a range of very highly correlated particle size metrics—including Dv10, Dv50, and Dv90—which can result in an over-weighting of the technique relative to one that provides a single descriptor, such as specific surface area. This point highlights a critical aspect of instrumentation choice. Some systems produce a single parameter, which may or may not be critical; others produce multiple parameters that are highly correlated; and yet others produce multiple parameters that are independently valuable. For example, dynamic, shear, and bulk properties, which quantify many of the critical material attributes listed previously, can all be measured with a single tester (FT4 Powder Rheometer, Freeman Technology). This is an important consideration when comparing the value of different instruments.
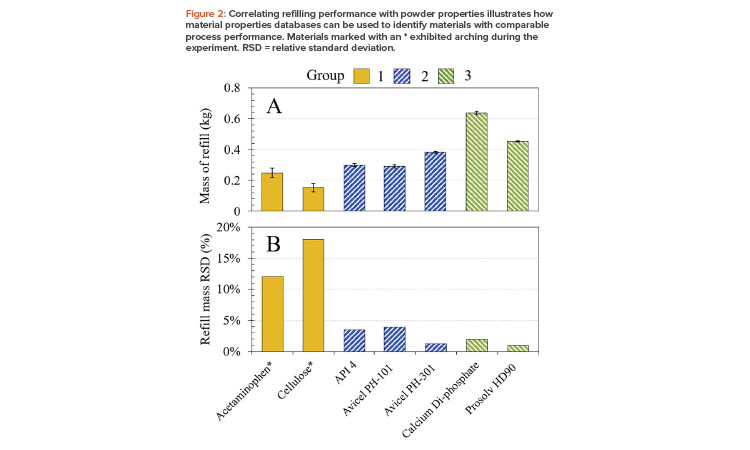
CA is a machine learning technique that groups or clusters data points on the basis of similarity or dissimilarity. It can therefore be used to cluster materials with similar properties, as demonstrated by Escotet-Espinoza and coauthors. On the basis of CA, a group of 20 materials (with 32 material attributes measured for each) was split into three distinct groups. Flowability and tendency to adhere to processing equipment were identified as key differentiators of the materials in the three groups, with each group then being extremely helpful for identifying surrogates and analogues.
PCA and CA provide valuable insight into the behaviors of pharmaceutical powders, highlighting properties that are correlated or anti-correlated, and the techniques that are most useful. Assessing whether powders with comparable property profiles exhibit equivalent process performance is the crucial final step in confirming the validity of using a material properties database to enhance process-related studies.